颐华环保产业集团欢迎您 !
Malesuada fames ac turpis egestas. Interdum velit laoreet id donec. Eu tincidunt tortor aliquam nulla facilisi cras.
催化氧化炉(CO)是利用催化剂来促进废气中的污染物进行氧化分解的一种炉型,具有操作温度低&节省能耗、去除效率高等优势,广泛应用于喷涂、石油化工等各个行业
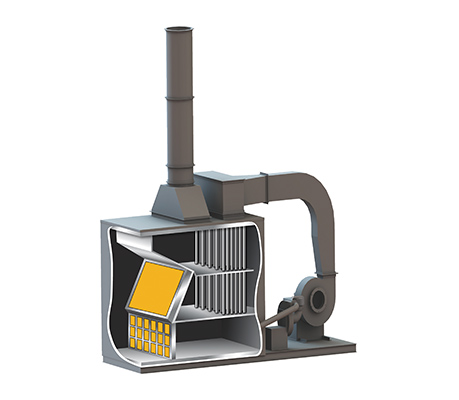
因CO炉本身没有蓄热体,通常会外置或内置换热器,用于预热待处理的工艺废气。换热器热侧则是处理后的高温烟气。经过预热的废气进入CO,在炉膛内进一步升温至催化剂的起燃温度,可以用燃气或电力作为热源,根据工厂内的需求而定。当废气达到催化剂起燃温度后,VOCs在催化剂的作用下开始氧化,生成水、二氧化碳等。经过处理后的烟气温度较高,进入换热器做热能回收,然后排入烟囱。
因有催化剂存在,所以炉膛内的温度通常较低(催化剂入口),约为250-350℃,不同种催化剂的起燃温度不同。VOCs在催化床中氧化放热,会有一定的温升,如300℃。温升的数值取决于VOCs的浓度与热值。因CO炉膛温度较低,所以需要维持炉膛温度(催化剂的起燃温度)的能源(燃气或电力)较少,可以有效节省能耗。
VOCs流向一:在脱附风机的带动下,低浓度的VOCs气体从分子筛转轮的冷却区进入1级换热器冷侧流道进行热量交换,气体温度由60℃升高至200℃后流回分子筛转轮的脱附扇区。高温的气体将大量的VOCs分子从分子筛转轮的沸石分子表面脱附下来,形成高浓度的VOCs,浓度控制在10g/m³以下。
VOCs流向二: 高浓度的VOCs气体在脱附风机的带动下进入2级换热器冷侧流道进行热量交换,气体温度由120℃升高至300℃后进入催化燃烧室,催化燃烧室中的温度表对进入后的VOCs气体温度进行确认,若的VOCs气体温度低于300℃,则催化燃烧室中的燃烧器自动点火,对未达到设定温度的VOCs气体进行二次加热,使之温度处于300℃至350℃之间。VOCs气体流经燃烧器后流经催化剂表面发生无焰燃烧。VOCs气体中的有机分子氧化分解为 CO2 和 H2O,同时放出大量热能。VOCs比热大约为25℃/g,当VOCs浓度为10g/m³时,温升为250℃。所以,300℃的VOCs气体经过催化燃烧后温度升高至550℃。经过催化燃烧后的VOCs气体被氧化分解为洁净的高温气体,流经1级换热器热侧流道及2级换热器热侧流道给它们提供冷侧流道换热用的热能后经过烟囱排放到大气中。后期的余热回收利用设计方案也会将此份即高温又洁净的气体回收利用,为甲方生产车间提供热能,用于甲方的热水供应及环境供暖等。
1、适用于风量较低,浓度中高限度的工艺废气;
2、对燃气、电力等能源限制要求较高的企业;
3、待处理废气是可以经催化去除的工艺废气;
4、废气中不含易导致催化剂中毒的物质;
5、废气中不含颗粒物、粘附性物质,易导致催化剂表面附着进而失活;
6、废气中不含氧化后易生成粉尘的物质,同样容易造成催化剂失活。
适用于油漆、喷涂、印刷等行业
风量:5000~100000Nm³/h
组分:乙酸乙酯、乙酸丙脂、乙醇
浓度:200mg/Nm³<浓度<1200mg/Nm³
RCO入口温度不低于300℃,出口温度不高于600℃
1.CO炉加热方式,可以选择燃料或电加热方式;
2.可供选择的多种类型催化剂,如贵金属催化剂,非贵金属催化剂等;
3.可以配合后处理设施,如洗涤塔模块、脱硝模块等;
4.可以根据热能回收需要,选择不同类型的换热器。
